
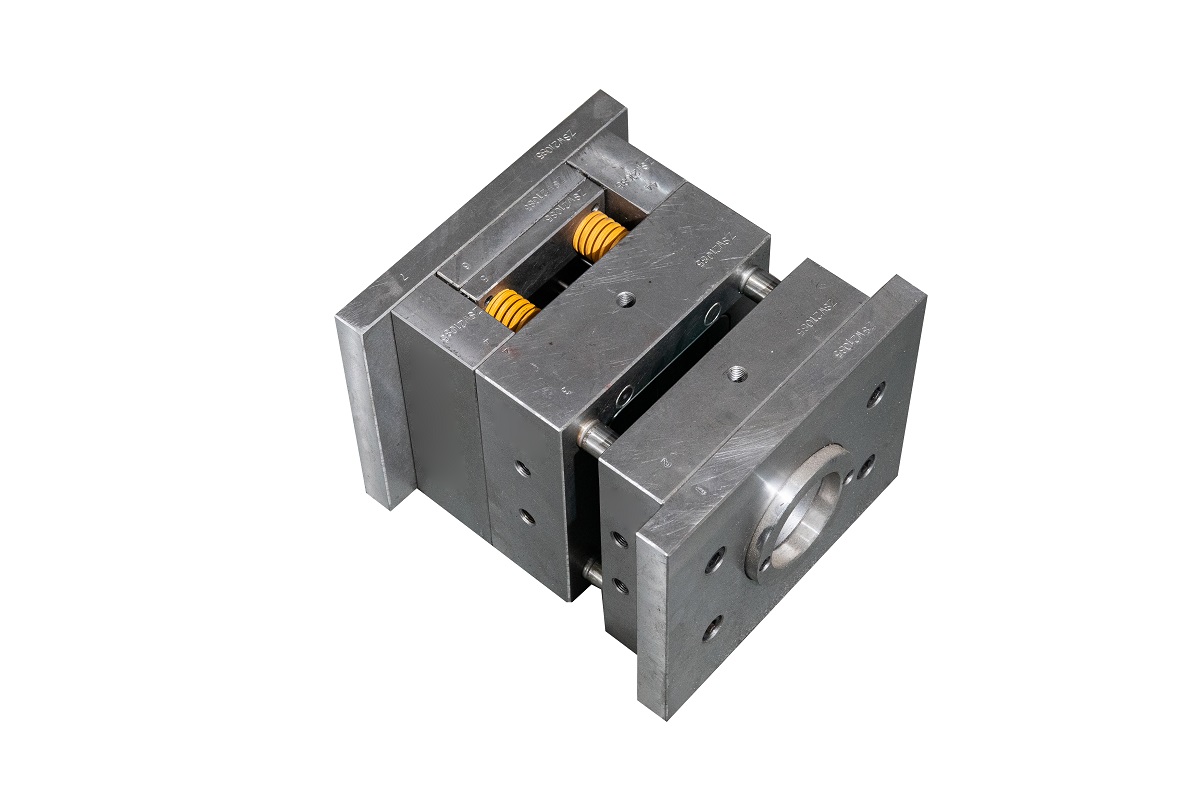
საინექციო ფორმებიარის სამრეწველო წარმოების მთავარი პროცესის მოწყობილობა, ყალიბების გამოყენება პლასტმასის ნაწილების წარმოებისთვის, მთელი რიგი უპირატესობებით, როგორიცაა წარმოების ეფექტურობის უზრუნველყოფა, ხარისხის მარტივი უზრუნველყოფა, წარმოების დაბალი ხარჯები, ინექციური ფორმები სულ უფრო ფართოდ გამოიყენება სამრეწველო წარმოებაში.როგორც საინექციო ჩამოსხმის ყველაზე მნიშვნელოვანი პროცესი, მისი ფორმების ხარისხი პირდაპირ გავლენას ახდენს პროდუქციის ხარისხზე, ხოლო ფორმების წარმოების ღირებულება საწარმოების განვითარების ხარჯების დიდ ნაწილს იკავებს.ასე რომ, საინექციო ფორმების მომსახურების ვადის გაუმჯობესება/გასროლის ვადა პლასტმასის პროდუქტების ღირებულების შესამცირებლად, საწარმოს პროდუქტიულობის გასაუმჯობესებლად და კონკურენტუნარიანობას აქვს მნიშვნელოვანი გავლენა.
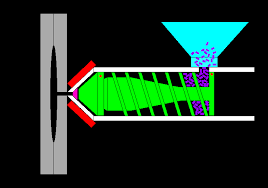
პლასტმასის ინექციური ჩამოსხმის პროცესი ძირითადად არის პლასტმასის ნედლეული ინექციური მანქანის კასრში გახურების პლასტიზაციის შემდეგ, საინექციო მანქანის ხრახნიანი პროპულსიით, მას შემდეგ, რაც პლასტმასი მიაღწევს გარკვეულ ტემპერატურას, გარკვეული წნევით და სიჩქარით საინექციო მანქანის საქშენის მეშვეობით ფორმის ღრუში, და შემდეგ ყალიბი ზეწოლის შემდეგ, პროდუქტი გაგრილდება და გახსენით ფორმა და მიიღეთ პლასტმასის ნაწილები.

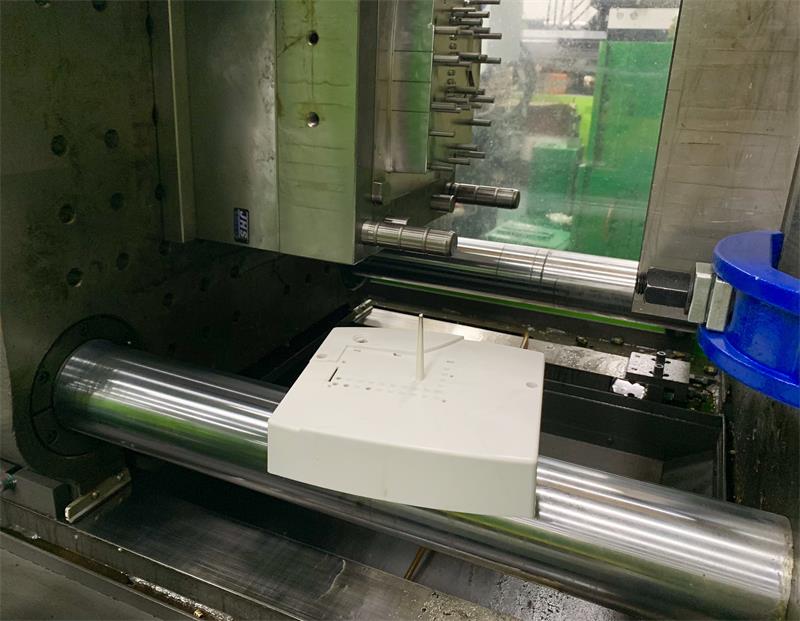
საინექციო ჩამოსხმის პროცესის დროს, ყალიბის ზედაპირმა უნდა გაუძლოს ზეწოლას ფორმის დახურვისას, პლასტმასის დნობის წნევა ყალიბის ღრუში და გამწევ ძალა ყალიბის გახსნისას, რომელთაგანაც არის პლასტმასის დნობის წნევა. ღრუსზე ყველაზე მნიშვნელოვანია.ამავდროულად, ყალიბი უნდა შენარჩუნდეს გარკვეულ ტემპერატურულ პირობებში, ყალიბის ტემპერატურა უნდა შეეცადოს მიაღწიოს ციკლურ ცვლილებებს, მომხმარებელთა მოთხოვნები ყალიბის ტემპერატურა უნდა იყოს მაღალი, რამაც შეიძლება ეფექტურად შეამციროს კვალის დაშლა და პლასტმასის ნაწილები ჩამოშორდეს ფორმის ტემპერატურას. დაბალი უნდა იყოს.წინააღმდეგ შემთხვევაში პროდუქტის დეფორმაცია შედარებით დიდი იქნება.ასეთ სამუშაო პირობებში, ყალიბი ექვემდებარება გადაჭარბებულ დეფორმაციას და ცხელი და ცივი დაღლილობის რღვევას, ძირითადად ტემპერატურისა და წნევის გავლენის ქვეშ.
პლასტმასი ყალიბის ღრუს შევსების პროცესში, ყალიბის წარმომქმნელი ნაწილები მაღალი ტემპერატურისა და მაღალი წნევის დნობის გამორეცხვით, ნაკადის ხახუნის, პროდუქტის ჩამოსხმის პროცესში, ღრუს და ბირთვის და პლასტმასის ნაწილები სამუშაო პროცესში ადვილად წარმოიქმნება ხახუნის შედეგად. ობის ცვეთის ფენომენში.ამავდროულად, ყალიბის ხშირი გახსნისა და დახურვის გამო, ყალიბის სახელმძღვანელო ნაწილები და ჩამოსხმის ნაწილები მიდრეკილია ცვეთისკენ, რაც იწვევს შესუსტებას.


ჩამოსხმის პროცესში, ზოგიერთი პლასტმასი იშლება მაღალი ტემპერატურისა და წნევის ქვეშ და წარმოქმნის კოროზიულ აირებს, რომლებიც ადვილად კოროზირდება და აზიანებს ფორმის ზედაპირს, რაც აზიანებს ყალიბის ზედაპირს.
როდესაც საინექციო ფორმების წარმოება მიაღწევს გარკვეულ რაოდენობას, პროდუქტის ზედაპირის ხარისხი ყალიბის გადაჭარბებული ცვეთის გამო ვერ აღწევს მოთხოვნებს, პროდუქტის გადინება და მფრინავი ზღვარი სერიოზულია, ხოლო ფორმის ღრუს და ბირთვის შეკეთება შეუძლებელია, ყალიბის სიცოცხლე იწურება.პლასტმასის ნაწილების მთლიანი რაოდენობა, რომელიც დასრულებულია ყალიბის გაფუჭებამდე, ასევე ცნობილია, როგორც ყალიბის სიცოცხლე.
გამოქვეყნების დრო: ივლის-26-2022