
პლასტიკური საინექციო ნაწილები



პროდუქტის აღწერილობა
პროექტის ანალიზი:
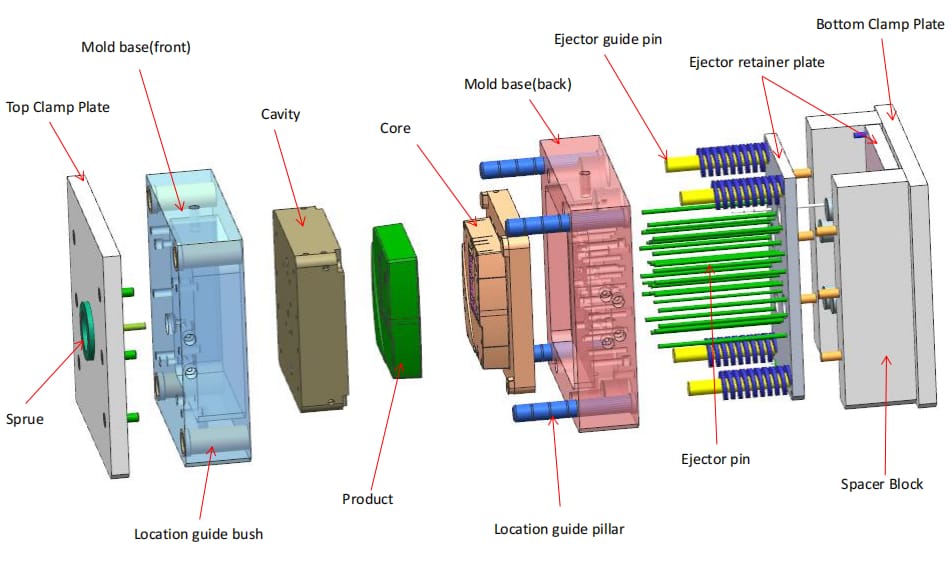
მომხმარებლებისგან 3D ნახატებისა და მოთხოვნების მიღების შემდეგ, ჩვენი ინჟინრების გუნდი შეაფასებს მის სტრუქტურებსა და ზომებს, რათა განიხილოს და განიხილოს, როგორ შეიმუშაოს ფორმა (როგორიცაა საინექციო კარიბჭე, ქინძისთავები, საპროექტო კუთხე და ა.შ.)
Წარმოების პროცესი:

1. დამაგრება:
ინსტრუმენტი იხურება, რაც ნიშნავს ინექციის ჩამოსხმის ციკლის დაწყებას.
2. ინექცია:
პოლიმერის გრანულებს ჯერ აშრობენ და ათავსებენ ბუნკერში, შემდეგ იკვებებიან ლულაში, სადაც ერთდროულად თბება, ურევენ და ყალიბისკენ ცვლადი ხრახნიანი ხრახნით გადაადგილდებიან.ხრახნისა და ლულის გეომეტრია ოპტიმიზებულია, რათა ხელი შეუწყოს წნევის სწორ დონეზე აყვანას და მასალის დნობას.

3. გაგრილება:
ხელსაწყოს ღრუს შევსების შემდეგ, ფისი უნდა გაცივდეს.წყალი ტრიალებს ხელსაწყოს მეშვეობით, რათა შეინარჩუნოს თანმიმდევრული ტემპერატურა, სანამ მასალა გამკვრივდება.
4. განდევნა
როგორც მასალა გაცივდება, ის ხელახლა მყარდება და ყალიბის ფორმას იღებს.ბოლოს ყალიბი იხსნება და მყარი ნაწილი ამოგლეჯის ქინძისთავებით გამოდის.შემდეგ ფორმა იხურება და პროცესი მეორდება.

5. პაკეტი
მზა პროდუქცია შეფუთული იქნება პლასტიკური პარკით და მოთავსდება მუყაოს კოლოფებში.შეფუთვის სპეციალური მოთხოვნები, ასევე შეიძლება მორგებული იყოს მომხმარებელთა მოთხოვნილებების შესაბამისად. ისე, რომ ყველა პროდუქტი მიეწოდება კარგ მდგომარეობაში.